



Лаборатория №19
УКРАЇНА, 04074, м.Київ, вул.Автозаводська,2,
Інститут надтвердих матеріалів ім. В.М.Бакуля НАН України
Лабораторія №19
Тел. (+38 044) 430 35 18, Факс (+38 044) 430 35 29
E-mail: wheel@ism.kiev.ua
ОСНОВНІ НАУКОВІ НАПРЯМКИ ДІЯЛЬНОСТІ
- Розвиток наукових основ створення новітніх технологій механообробки металів і неметалів абразивним інструментом із НТМ.
- Розробка методів і технології застосування інструменту із НТМ в базових галузях промисловості.
- Інструментальне забезпечення технологій механообробки інструментами із НТМ.
   |
Переможець Всеукраїнського конкурсу-виставки "Кращий вітчизняний товар року" в номінації "Наука"
- Порошки кубічного нітриду бору широкого діапазону зернистостей для високопродуктивної обробки металів і сплавів.
- Високопродуктивні алмазні інструменти для обробки кераміки та скла.
- Круги шліфувальні з кубічного нітриду бора (кубоніта) для шліфування та заточки бурякорізальних ножів.
ІНСТРУМЕНТАЛЬНЕ ЗАБЕЗПЕЧЕННЯ ТЕХНОЛОГІЙ ВИСОКОПРОДУКТИВНОГО ШЛІФУВАННЯ ІНСТРУМЕНТАЛЬНИХ ТА КОМПОЗИЦІЙНИХ МАТЕРІАЛІВ
 |
 |
| Відрізні круги форми 1А1 | Відрізні круги форми 1А1 |
 |
 |
| Шліфувальні круги форми 11 | Кулі з кераміки |
 |
 |
| Шліфувальні круги форми 6A2Т | Шліфувальні круги форми 1E1 |
 |
 |
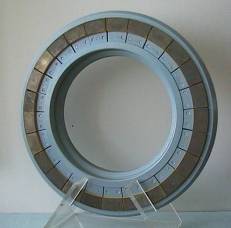
| Алмазні круги форми 6А2-SS діаметром 400…500 мм |
Алмазні круги форми 1А1 діаметром 400…500 мм |
ТЕХНОЛОГІЯ АЛМАЗНОГО ШЛІФУВАННЯ ДЕТАЛЕЙ ТИПУ «ШАР» ІЗ КОНСТРУКЦІЙНОЇ КЕРАМІКИ
 Схема абразивної обробки деталей типу «Шар» |
 Шари із карбіду бору |
 Нова кінематика формування сферичної поверхні |
 Клапани скважених насосів для ви добудування нафти |
Технологія забезпечує:
- Обробку деталей типу «Шар» діаметром 8-100 мм із карбіду бору, карбіду кремнію, нітриду кремнію, твердих сплавів, технічної кераміки та композиційних матеріалів.
- Забезпечити показники прицезійної обробки керамічних шарів: відхилення від сферичної форми – 0,3-0,6 мкм; шор кість поверхні Ra – 0,05…0,06 мкм.
ТЕХНОЛОГІЯ АЛМАЗНО-АБРАЗИВНОЇ ОБРОБКИ ПОЛІМЕРНИХ КОМПОЗИЦІЙНИХ МАТЕРІАЛІВ
  Імітаційна модель об````ємної будови одношарового алмазно-абразивного інструмента Імітаційна модель об````ємної будови одношарового алмазно-абразивного інструмента |
 Механізм формування поверхневого шару при алмазно-абразивній обробці полімерних композиційних матеріалів полягає в тому, що поверхневий шар матеріалу під дією механічних напружень, теплоти і окислювальних процесів деструктується і механодиспергується, його глибина залежить від швидкості різання і подачі та змінюється від 20 до 200 мкм. |
|||||||||||||||||||
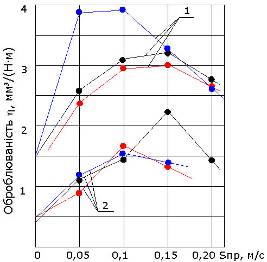 Вплив подачі на оброблюваність полімерних композиційних матеріалів Вплив подачі на оброблюваність полімерних композиційних матеріалів●– 1A1R ● – 1A1RSS/C1, ● – 1A1RSS/C2 1 – углепластик ЭЛУР 2 – органостеклопластик Т10-80 |
 Механіка контактної взаємодії алмазного зерна з оброблюваним матеріалом: 1 – алмазне зерно; 2 – зв’язка; 3 – оброблювальний матеріал. |
 Термограма взаємодії алмазного порошку АС15 400/315 з полімером |
||||||||||||||||||
 Алмазно-абразивний інструмент для обробки полімерних композиційних матеріалів |
Rz= CRz1ν–0,46s0,37t0,15d0,98D–0,14 Rz2 = CRz2 ν –0,46 s 0,39 t 0,15 d 0,98 D –0,14 Θ1 = С i υ 0,23 s0,15 δ 0,24 d-0,20 D-0,33 Θ 2 = С j υ 0,41 s0,24 δ 0,31 d-0,31 D-0,36 |
|||||||||||||||||||
КОНЦЕПТУАЛЬНА МОДЕЛЬ ІНТЕНСИФІКАЦІЇ ПРОЦЕСІВ ШЛІФУВАННЯ
 Функціональні ріжучі поверхні алмазних кругів |
На основі вирізнення основного фактору впливу кінематики абразивного різання забезпечує ефект вібропрецесії шліфувальної системи. Це дозволяє за рахунок врахування інтегральної взаємодії функціональних елементів технологічної системи досягти продуктивності абразивного різання в межах 5000-10000 мм2/хв. |   Поверхні різання, що сформовані при =5 мкм (а) та Аа=50 мкм (б) |
 Кінематична модель прецесійного руху |
 Кінематична схема шпиндельного вузла |
|
||||||||||||||||||||||||||||||
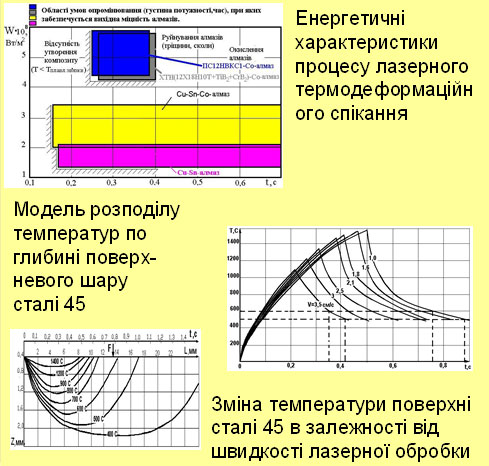
ТЕХНОЛОГІЯ ЛАЗЕРНОГО ТЕРМОДЕФОРМАЦІЙНОГО СПІКАННЯ АЛМАЗВМІЩУЮЧИХ КОМПОЗИТІВ ІЗ НАДТВЕРДИХ МАТЕРІАЛІВ
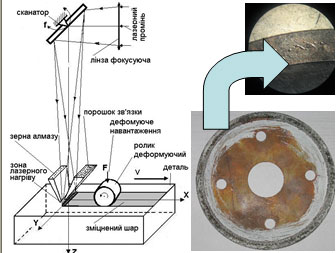 Схема лазерного термодеформаційного спікання |
 Пристрій для лазерного спікання відрізних алмазних кругів |
 |
|
Технологія забезпечує:
- Збільшення продуктивності в 10 і більше разів
- Забезпечення твердості робочого шару інструменту 300-10000 МПа
- Виключення витрат на прес-формі>
- Виготовлення абразивного інструментів з одно- та багатошаровими поверхнями із НТМ
КЕРАМО-ПОЛІМЕРНІ КОМПОЗИТИ ДЛЯ ШЛІФУВАЛЬНОГО ІНСТРУМЕНТУ З НАДТВЕРДИХ МАТЕРІАЛІВ
 |
 |
|
| а) | Шліфувальні інструменти з НТМ форми 1 |
|
 б) |
 |
|
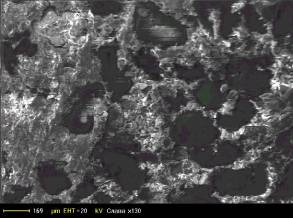
| Структура композитів: а – закордонний аналог; б – розроблений. |
Структура лінійного силоксанового полімеру | |
 |
 |
|
| Кінетика полімеризації силоксанового полімеру, наповненого порошком КВ 63/50 при температурі — 473 (1), 523 (2), 573 (3) | Залежність ступеня конденсації силоксанового полімеру від температури термообробки: 1 – силоксановый полімер, модифікований іонами Na+, Zr4+; 2 – силоксановый полімер, модифікований іонами Li+, Zr4+; 3 – силоксановый полімер, модифікований іонами ДО+, Zr4+. |
|
ЛАЗЕРНЕ СПІКАННЯ ІНСТРУМЕНТАЛЬНИХ КОМПОЗИТІВ
ІЗ НАДТВЕРДИХ МАТЕРІАЛІВ
|
|||||||||||||||||||||||||||||
 a) |
 b) |
||||||||||||||||||||||||||||
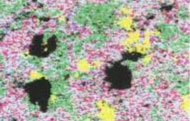
| Дисперсність структури композитів при термічному (а) та лазерному (б) спіканні |
|||||||||||||||||||||||||||||
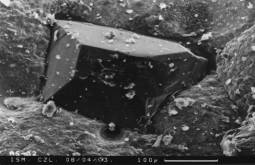
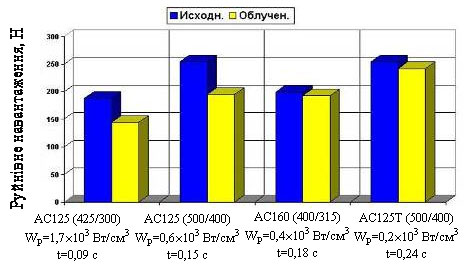 Лазерна обробка нагрівання алмазів АС125Т 500/400, АС160 400/315, АС125 425/300 при часі дії 0,2…0,4 с до температури 1200…1500 0.С не призводить до їх термічного руйнування.
|
|||||||||||||||||||||||||||||
Вплив лазерного нагрівання на міцність синтетичних алмазів
 |
 |
 |
| Розподілення алмазних зерен інструментальному композиті при лазерному спіканні |
Плівка кобальту на поверхні алмазного зерна АС 125Т 500/400 при лазерному спіканні (товщина 180-400 А) |
|
